Как правильно варить швы электросваркой. Как научиться правильно варить сваркой: подробная инструкция
Сварка – это один из доступных и надёжных способов прочного соединения металлических изделий. В частном доме, в гараже или на даче всегда найдётся работа, связанная со сваркой: заделать дыру в поливальной бочке, соорудить забор, починить металлический стол и другое. Обычно обращаются к профессионалам, но если требуется выполнить несложные работы и красота шва не имеет большого значения, то можно выполнить сварочные работы самому. Лучше, если первые уроки преподаст опытный мастер, однако в некоторых случаях приходится разбирать азы электросварки самостоятельно. Самой простой, доступной и популярной является электродуговая сварка, поэтому её и используют практически все мастера, работа которых связана с металлом.
Что такое ручная дуговая сварка?
Процесс ручной дуговой сварки состоит в том, что с помощью инвертора или трансформатора образуется электрическая дуга между кончиком электрода и поверхностью металла. Повышенная температура плавит металл и электрод, способствуя сплавке материалов. (рис. 1) Место, где металл соединяется с электродом, называется сварочной ванной. Стандартные размеры ванны:
- ширина 7-15 мм;
- длина 10-32 мм;
- глубина 5-6 мм.
Параметры сварочной ванны условны и зависят от разных факторов: режима сварки, формы краев свариваемых изделий, скорости движения электрода и других.
При расплавлении электрода, его покрытие образует защитный газовый слой, который не даёт прогорать металлу, а также защищает от воздействия кислорода. Образуется сварочный шов, покрытый слоем шлака. Шлак впоследствии удаляют с помощью молотка сварщика.
Ручная дуговая сварка очень популярна благодаря преимуществам:
- доступность;
- доступные расходные материалы и оборудование;
- не требует переналадка оборудования для сварки разных материалов;
- хорошее качество шва.
Инструменты и средства защиты для сварки
Для ручной сварки понадобятся: сварочный аппарат, расходники, в виде электродов, металлическая щётка, молоток, зубило и маска со светофильтром (маска сварщика).

В случае, если вы ни разу не видели держатель электрода и вам не знакомы даже общие понятия и правила электросварки, обращайтесь за помощью к профессионалам. В интернет-магазине Энкор24 опытные продавцы консультанты дадут грамотные советы, помогут выбрать необходимую оснастку и оборудование как для начинающего, так и для опытного сварщика. Хотите сэкономить ваше время и деньги – заходите в интернет-магазин Enkor24.ru, смотрите, выбирайте и покупайте лишь то, что вам действительно необходимо, без навязывания и предвзятости к бренду, по очень привлекательным ценам. Только здесь вы найдёте огромный выбор сварочного оборудования и сможете купить электроды , сварочные аппараты, маски сварщика, краги, представленные как ведущими российскими, так и импортными производителями: ESAB, Elitech, РЕСАНТА, Энкор, Fubag, Plasmatec, TIGARBO, ЛЭЗ, Telwin и другие.
P.S. Лайв-хак – перед оформлением заказа на сайте, зарегистрируйтесь и получите 500 бонусных баллов, которые будут списаны с общей стоимости вашего будущего заказа.
Сварочные аппараты для ручной дуговой сварки:
Трансформаторы – работают с переменным током. Они тяжелые по весу, сильно шумят, образуют нестабильную дугу и влияют на электросеть, вызывая скачки напряжения. На трансформаторе выполнить ровный шов сможет только опытный сварщик. Однако, если научиться сварочному делу на трансформаторе, то с остальными аппаратами будет гораздо легче.
Выпрямители – преобразуют переменный ток в постоянный, работают на основе полупроводниковых диодов. Выпрямитель универсален, с помощью него варят самые разные металлы и используют любые электроды. В отличие от трансформатора, выпрямитель даёт стабильную дугу, что облегчает процесс сварки.
Сварочные инверторы – имеют компактные размеры, автоматизированные настройки, они работают тише, чем трансформаторы. Этот аппарат преобразует переменный ток в постоянный высокой мощности.
Преимущества:
- точность настроек;
- многофункциональный;
- образует стабильную дугу;
- не зависит от скачков напряжения;
- работает с любыми видами электродов.
Все эти преимущества обеспечивают ровный высокого качества шов.
Недостатки:
- нужно часто чистить от пыли;
- нельзя работать при температуре ниже -15°С.
Ряд полезных советов:
- Если в только начинаете изучать сварку на практике, то лучше начать с инвертора. С ним гораздо проще и удобнее работать
- Не забудьте про молоток и зубило, которые понадобятся вам для сбивания шлака со шва. Далее шов очищают металлической щёткой.
- Нельзя забывать и о средствах защиты.Обязательно должна быть сварочная маска со светофильтром, защищающим глаза.
- Костюм должен быть брезентовым, с длинным рукавом. Брюки гладкие, без отворотов. Обувь лучше выбрать максимально закрытую, например, кожаную.
- Еще один атрибут – брезентовые или замшевые перчатки или рукавицы достаточной длины.
- Также не помешает позаботиться о пожарной безопасности, например, приготовить ведро воды.
Подготовка к процессу
Перед началом работы нужно подготовить сварочный аппарат:
- Проверить значение напряжения и частоты тока, данные должны совпадать и в сети и на корпусе аппарата;
- Если есть режим выбора напряжения, то лучше сразу выставить, далее выставить значение тока. Параметр мощности должен соответствовать номеру электрода, то есть диаметру.
- Проверить изоляцию кабеля. Надёжно закрепить зажим «заземление».
- Проверить все кабели, изолированы ли они, соединения, штепсели.
- Вставить электрод в держатель, который может быть винтовым и пружинным. Обязательно убедиться в том, что электрод держится крепко.
Например, инвертор имеет два кабеля. Один подсоединяется к детали, второй держит электрод. На них подают разные значения тока: плюс – на деталь, минус – на электрод при «прямой полярности». В некоторых случаях необходимо варить в режиме «обратная полярность», то есть плюс на электрод, минус на деталь.
Место сварки тоже должно быть подготовлено. Нужно очистить поверхность металла от любых загрязнений, ржавчины, окалины, масла. Большинство дефектов сварки возникают из-за плохо подготовленной поверхности. Электроды перед сваркой необходимо проверить на целостность: его покрытие должно быть однородным, без сколов. Также часто требуется просушить или прокалить расходные материалы.
Еще один важный вопрос: какой ток выставлять. Чем выше ток, тем стабильнее дуга, но сильно большое значение может прожечь металл. Выставляемый ток напрямую зависит от номера электрода и толщины детали. Для горизонтальной сварки можно ориентироваться на следующие значения ампеража: (таб.1)
Для вертикальной сварки значения нужно уменьшать на 15%, для потолочных швов – на 20%. Однако на практике в процесс сварки вмешивается множество других факторов, поэтому выявить правильный ампераж можно только опытным путём.
Как правильно варить?
Сварка начинается с розжига дуги. Существует два способа, чтобы разжечь дугу:
- Касание. Электрод держат под углом 60°, затем концом электрода касаются металла и тут же поднимают электрод на расстояние 3-5 мм. Образуется дуга.
- Чиркание. Кончиком электрода быстро проводят по поверхности металла и тут же быстро приподнимают его на 2 мм.
Оптимально выдерживать длину дуги 5 мм. Если слишком приблизить, произойдёт залипание электрода, длинная же дуга не проваривает металл, образует много брызг. Если залипание происходит слишком часто, значит, силы тока маловато и следует его добавить. Длину дуги можно контролировать по звуку: если звук ровный, однотонный, значит, длина постоянная, если же образуются резкие звуки с хлопками, значит длина слишком большая.
Как только сварщик поймает дугу, он приступает к сварке. Электрод медленно и плавно перемещают по горизонтали, выполняя лёгкие колебательные движения. Если вдруг дуга оборвалась или же электрод сгорел раньше, чем закончился шов, то нужно правильно продолжить работу. В конце шва образуется углубление (кратер). Нужно отступить от него приблизительно на 12 мм и зажечь дугу. Медленно двигаясь вперёд, тщательно заварить кратер и продолжить сварку шва.
Как правило, сваривают в несколько слоёв:
- детали толщиной до 6 мм двумя слоями;
- заготовка 6-12 мм – тремя слоями;
- детали толщиной более 12 мм – 4 слоями.
Траектория движения дуги делится на виды:
- Поступательная – электрод просто перемещается вдоль оси электрода;
- Продольная – для формирования ниточного тонкого шва;
- Поперечная – колебательные движение электрода определённой ширины (рис. 2)

Обычно мастер совмещает все три траектории. Одновременно необходимо контролировать расстояние между электродом и поверхностью, так как электрод сгорает и уменьшается в длине. Также нужно следить за состоянием ванны, её размерами, чтобы вовремя увеличивать или уменьшать скорость движения.
Нужно помнить, что сваривать детали сразу сплошным швом нельзя, это приведёт к перекашиванию металла. Две заготовки соединяют струбцинами или иным способом, затем делают точечные швы на расстоянии 8-25 см друг от друга, в зависимости от длины шва. Рекомендуется выполнять точечные швы с двух сторон, чтобы не возникло напряжение металла. И только потом приступать к выполнению основного шва.
Виды швов
Соединительные швы бывают:
- тавровые;
- стыковые;
- угловые;
- внахлёст.
По расположению сварные швы делятся на: потолочные, горизонтальные, вертикальные. (рис. 3)

Горизонтальный шов самый простой, электрод опускается к низу под углом 60-70 градусов. (рис. 4)

Вертикальный шов – электрод ведут по вертикали снизу-вверх или сверху-вниз. Лучше держать электрод под углом 45-50° вниз от вертикального положения, чтобы металл не стекал. Желательно делать шов одним прогоном. (рис 5).

Потолочный шов – самый сложный. Сварочная ванна располагается вверху, над сварщиком и перевёрнута вверх дном. Движение электрода производится на себя, на очень короткой дуге. Желательно варить электродами 3-4 мм.(рис. 6)

Основные ошибки новичков
Чтобы научиться правильно варить, нужно не только знать основы, но и какие частые ошибки допускают новички:
- Слишком быстро перемещают электрод, из-за этого образуется неровный шов с непроваренными местами; (рис. 7)
- Чересчур медленное ведение электрода приводит прожигу в металле и образованию дыр (рис. 8);
- Неправильная подача тока: сильно большой ток может прожечь металл, а недостаточно сильный может не проварить шов и вызовет залипание электрода с поверхности.
- Неправильно выбранный угол, может привести к неровному и плоскому шву.
- Неправильный зазор между электродом и металлом. Если он слишком мал, то металл заготовки плохо прогревается. Из-за слишком длинной дуги получается бесформенный непрочный шов (рис. 9).



Вообще скорость движения электрода должна соответствовать силе тока, чем она больше, тем выше должна быть скорость движения электрода.
Особенности сварки тонколистовых металлов
Сварка тонколистовых металлов более сложна, так как такой металл легче прожечь. Рекомендуется выполнять следующее:
- Варят в режиме обратной полярности, величина силы тока минимальна.
- Чем меньше длина шва, тем меньше коробление, поэтому варят прерывистым швом, иногда перемещаясь в другую зону стыка.
- При сварке встык добиваются минимального зазора между кромками.
- При сварке внахлёст плотно прижимают листы друг к другу во время сварки, чтобы не допустить зазора.
- В случае, если толщина металла не превыщает 1,5 мм, то рекомендуется использовать сварочные полуавтоматы с проволокой, так как обычные электроды будут прожигать заготовку.
Ручная дуговая сварка – сложный процесс, но при должном старании можно научиться этому делу.
Сварка – это одна из достаточно сложных, но крайне востребованных технологий работы с металлами. Куда не кинешь взгляд – обязательно используются сварные соединения. Без этого процесса не обходится ни одно промышленное производство, строительная компания, ремонтное или сервисное предприятие. Незаменимой становится сварка и при строительстве и благоустройстве собственного жилья.
Но вот проблема – сварные работы требуют определенной подготовленности. Можно, конечно, при необходимости обращаться к мастерам сварщикам по объявлениям, или к своим знакомым, владеющим необходимыми навыками. Но лучше все же поставить перед собой вопрос — как научиться работать электросваркой самостоятельно, чтобы не быть ни от кого зависимым. Сегодня, когда домашнее сварочное оборудование перестало быть проблемой, умение проводить такие работы, особенно для собственника индивидуального жилья – неоценимый плюс, так как множество проблем просто перестанет существовать.
Но прежде всего необходимо разобраться с основными понятиями электросварки и приобрести и снаряжение. Сварка – это такой технологический процесс, где от оснащенности рабочего места напрямую зависит и качество работы.
Сама суть электросварки заключается в следующем. Силовая установка вырабатывает мощный сварочный ток, который по кабелям подводится к рабочему посту. Между электродом и поверхностью свариваемого металла создается электрическая сварочная дуга – устойчивый разряд, характеризующийся высочайшими температурными показателями. Это приводит к плавлению металла и присадочного материала. Образуется так называемая сварочная ванна – область расплава, контролируя и направляя которую сварщик формирует шов. После снятия дуги происходит кристаллизация расплавленного металла и создается прочное монолитное соединение деталей.
Эта очень упрощенно описанная схема реализуется в нескольких сварочных технологиях:
- Самой распространенной является ручная дуговая сварка, которая по существующей терминологии имеет аббревиатуру ММA (от английского названия «Mаnuаl Metаl Arс »). Главная особенность – использование плавких электродов со специальной обмазкой. Преимущества – не требуется особо сложного технического обеспечения , газобаллонного оборудования. Недостаток – возможность сварных работ только с черными металлами или нержавейкой.

В подавляющем числе случаев, если рассматривается сварка на бытовом уровне, то имеется в виду именно эта технология.
- Сварка по технологии ТIG позволяет работать с легированными сталями и некоторыми цветными металлами. Термин «Tungstеn Inеrt Gаs » говорит сам за себя: вольфрам и инертный газ. Дуга в этом случае создается между свариваемой поверхностью и неплавким вольфрамовым электродом, а в качестве заполнения вводится присадочный пруток того или иного типа. Одновременно через сварочную горелку с жаростойким керамическим соплом постоянно подается защитный инертный газ, который обеспечивает чистоту шва.

Сварка по по добной технологии имеет массу достоинств, но требует и специального оборудования, и высокой квалификации работника.
- Мetаl
Inert Gаs
– Metаl
Aсtive
Gаs
)
– одна из самых передовых современных технологий, которая все чаще используется и домашними мастерами. Процесс с
варки проходит также в среде инертных или активных газов с автоматической подачей присадочного материала (сварочной проволоки) которая играет роль электрода.

Эта технология позволяет выполнять швы высокого качества в любой плоскости и с очень большой производительностью. В какой-то мере она даже проще, чем М МА , но требует сложного и достаточно громоздкого оборудования – самого сварочного аппарата, механизма подачи проволоки, газобаллонного устройства, горелки с со специальным рукавом, через который полается проволока и защитный газ.

- Существует еще и точечная электросварка – SPOT, которая находит широчайшее применение в частности , на кузовных участках предприятий автосервиса. Она тоже потребует особого сложного оборудования, и в домашних условиях практически не применяется.
Ручная дуговая сварка ММА – что потребуется для работы?
Любой новичок всегда начинает с освоения приемов именно ручной дуговой сварки (MMА ), поэтому все рассматриваемые ниже вопросы будут посвящены именно ей.
Чтобы начать самостоятельно практиковаться, необходимо подготовить определённое оборудование, оснащение и расходные материалы.
Сварочный аппарат для дуговой сварки
Для проведения сварочных работ по технологии ММА используется один из трех типов аппаратов:
- Сварочный трансформатор – один из простейших видов оборудования. Принцип работы элементарен – сетевое напряжение 220 В (или 380, для трехфазной сети) преобразуется в более низкое, порядка 25 – 50 В , но за счет этого резко возрастает значение силы тока.Достоинства такой схемы – ее простота, высокая надежность и простота в обслуживании, высокие показатели мощности. Подобные аппараты недороги, что, наверное, во многом и предопределяет их распространённость.

Недостатков же у трансформатора гораздо больше – сварочная дуга от переменного тока не отличается стабильностью, нередки случаи залипания электродов, большое разбрызгивание металла, швы не отличаются аккуратностью. Помимо этого, потребуются специальные электроды именно для «переменки». Сварочные трансформаторы весьма зависимы от сетевого напряжения, а сами в процессе работы могут серьезно «просаживать» сеть. Не отличаются они компактностью и легкостью . Одним словом, начинать обучение с таким оборудованием – нежелательно. Как правило, для работы на подобных аппаратах потребуются хорошие навыки.
- Сварочные ММА-выпрямители отличаются от т рансформаторов тем, что дают на выходе постоянный ток. Работать с ними намного легче, так как «постоянная» дуга намного стабильнее, и швы получаются более аккуратными.

Однако, недостатки остаются – та же массивность и габаритность , даже побольше, нежели у сварочных трансформаторов, зависимость от напряжения питания и большая нагрузка на сеть. По цене они дороже, чем трансформаторные аппараты.
- Без преувеличения можно сказать , что буквально революцию в сварочных технологиях произвели аппараты, работающие по инверторной схеме. Сетевое переменное напряжение 220 В с частотой 50 Гц проходит целый каскад частотных и амплитудных трансформаций, и на входе получается требуемый постоянной ток с высочайшей степенью стабилизации. Всеми процессами управляет микропроцессорная сборка, что позволяет проводить требуемые регулировки с высокой степенью точности.

Самое современное решение — сварочный инвертор
Все это дает целый «букет» достоинств такого аппарата:
— Оборудование спокойно переносит достаточно серьезные колебания м=сетевого напряжения, что особо бывает важно в загородных поселках , где подобные проблемы — весьма частое явление.
— Вместе с этим, у инверторов, по сравнению с другими аппаратами, минимальное потребление энергии — они практически не перегружают сеть.
— Стабилизированный ток и возможность его точной регулировки позволяют выполнять точные и аккуратные швы. Разбрызгивание практически отсутствует.
— Аппарат отличается компактностью и малыми весом.
Выпускается широкий ассортимент подобных аппаратов – от инверторов бытового класса до профессионального оборудования. Для начинающих сварщиков – это самое оптимальное решение.Цены на качественные инверторы достаточно высоки, но, во-первых, имеют тенденцию к снижению, а во-вторых, подобная разовая покупка полностью себя оправдает. А продаже появилось немало и недорогих аппаратов весьма сомнительной сборки. Поэтому очень важно правильно подойти к проблеме выбора инвертора — нужно обязательно обратить внимание на ряд важных нюансов:
- Максимальный сварочный ток. Если аппарат планируется применять в условиях домашнего хозяйства, то, как правило, останавливаются на моделях с величиной 150 – 200 А. этого вполне достаточно для работы с электродами диаметров до 4 мм.
- Устойчивость электронной схемы к перепадам сетевого напряжения. Качественные инверторы должны выдерживать колебания в пределах ± 20 ÷ 25 % .
- Инвертор должен иметь систему принудительного охлаждения, работающую постоянно при включенном питании, или же оснащенную автоматикой, запускающую вентиляцию при определенном значении температуры радиаторов.
- Не следует забывать о потребляемой мощности аппарата – она может быть порядка 2 ÷ 3 кВт у небольших моделей, но может достигать и более значительных величин у аппаратов полупрофессионального или профессионального класса.
- То, о че м м ногие просто не знают: параметр, определяющий допустимую длительность сварочного процесса – продолжительность включения (ПВ). Никакой аппарат не может работать без перерывов, и в параметрах обязательно указывается ПВ, выраженное в процентах от общей длительности работы оборудования. У моделей бытового класса это обычно составляет порядка 40% — ничего не поделаешь, такова плата за компактность аппарата. На практике это означает, что период «отдыха», в данном случае, в 1,5 раза дольше, нежели время сварки, например, 1 минута непрерывной работы потребует затем не менее, чем полутора минутной паузы.
- Для начинающих сварщиков будут очень удобно, если в схеме аппарата реализованы некоторые полезные функции:
— «НotStаrt » существенно облегчает первоначальный розжиг сварочной дуги. Электроника автоматически импульсно повышает значение тока в момент розжига.
— «АrcFоrce » поможет справиться с извечной проблемой новичков – залипанием электрода к металлической поверхности. При уменьшении требуемого зазора между электродом и металлом повышается ток, предотвращая эту неприятность.
— «AntiStick» — функция, которая предотвратит перегрев автомата, если залипания избежать все же не удалось. В этом случае питание просто автоматически отключится.
Еще один важный совет. «Ахиллесовой пятой» инверторов является определенная сложность проведения ремонтных работ в случае выхода схемы из строя. При выборе аппарата лучше отдать предпочтение моделям с многоплатной компоновкой электронной схемы. Покупать подобные аппараты немного дороже, но диагностика поломок становится проще, ремонтопригодность — намного выше.
Видео: как выбрать сварочный инвертор
Сварочные провода, держатель электродов, зажим массы
Сварочные инверторы, как правило, уже укомплектованы проводами, держателем электродов и зажимом массы. Однако, при покупке на эти элементы тоже стоит обратить пристальное внимание – иногда можно нарваться на некачественные изделия.
- Сварочные провода должны быть в гибкой резиновой изоляции, иметь надежные латунные контактные вилки, подходящие к разъемам конкретного аппарата. Сечение кабеля должно быть не менее 16 мм², если аппарат рассчитан на ток до 150 А , 25 мм² – при 200 А и даже 35 мм², если предполагается работа с токами 250 А и выше. Не следует гнаться за большой длиной проводов или самостоятельно удлинять их – это может привести к перегрузке электроники и выходу инвертора из строя.
- Электрододержатель – важнейший элемент экипировки сварщика, так как именно им мастер манипулирует в процессе работы. Не стоит использовать для работы самодельные «вилки» — это достаточно опасно в плане получения световых ожогов глаз или поражения током. Самыми распространенными и удобными на сегодняшний день являются держатели пассатижного типа – «прищепки». Одни удобны, позволяют легко и быстро произвести замену электрода, хорошо изолированы со всех сторон и обеспечивают должную безопасность.

Одни из самых распространенных — держатели-«прищепки» пассатижного типа
Держатель должен иметь надежный зажим для электродов, позволяющий размещать из не только перпендикулярно, но и под углом 45 º. Нужно не полениться и проверить материал контактной части – там должна быть медь или латунь, но никак не омедненная сталь. Это – явный признак дешевой подделки, который легко выявить с помощью маленького магнитика. Необходимо проверить надежность фиксации электродов, особенно малого диаметра (2 мм) – с этим нередко бывают проблемы у некачественных держателей пассатижного типа.
Важным фактором является и удобность держателя, его сбалансированность, «развесовка » – работа с ним не должна вызывать быстрой усталости рук. Он должен иметь достаточно длинную рукоятку, позволяющую принять наиболее удобное положение руки, рифленую поверхность, чтобы исключить проскальзывание в ладони, одетой в рукавицу. Не забываем и о том, что для держателей также определено максимальное значение сварочного тока.
- Зажим для подключения массы должен иметь мощную пружину, надёжное соединение с проводом, латунные контакты для обжима металлической заготовки, соединенные медной шиной.

Оснащение сварщика

- Прежде всего, для сварочных работ потребуется маска или щиток. Щитки часто идут в комплекте инверторов, но у них есть неудобство – его необходимо удерживать свободной рукой, а это далеко не всегда возможно. Лучше приобрести полноценную маску.
Этот предмет экипировки предохраняет глаза от световых ожогов, прикрывает лицо от попадания брызг металла или искр, а органы дыхания, в определенной степени, от поднимающихся газов. Вместе с тем , светофильтр должен обеспечивать хорошую видимость накладываемого шва при зажигании дуги — подбор производится индивидуально. Светофильтр должен быть прикрыт защитным стеклом.
Сама маска изготавливается из термостойкого пластика. Она не должна быть тяжелой и громоздкой, вызывающей быструю усталость. Необходимо проверить удобство наголовника и его фиксацию в нужном положении, возможность регулировки под требуемый размер.
Большой популярность стали пользоваться маски — «хамелеоны», оснащенные специальными жидкокристаллическими светофильтрами, мгновенно меняющими светопроводимость в момент зажигания дуги. Удобство бесспорное – нет необходимости постоянно откидывать маску для визуального контроля исполненного шва, упрощается и процесс розжига дуги. Такие маски имеют определенные степени регулировки быстроты срабатывания и степени затемнения – это еще одно их значимое преимущество. Недостаток у них – достаточно высокая цена.
- Для работы потребуется специальная одежда, сшитая их прочной плотной такни , исключающей моментальное проплавление или прожиг при попадании искр (например, брезент) Категорически запрещены накладные карманы на куртке или штанах.

Обувь должна быть кожаная, полностью закрытая, ее верх должен надежно прикрываться штанинами. Руки необходимо защитить кожаными или плотными брезентовыми рукавицами или перчатками (крагами) с длинными манжетами, полностью закрывающими область запястья.

- Для производства сварочных работ, кроме того, понадобится специальный молоток для скалывания шлака – секач , железная щетка для зачистки поверхности металла. Нарезка заготовок и разделка деталей (снятие фаски и т.п .) потребует машинки-«болгарки» с отрезным и шлифовальным кругами.
Какие электроды использовать?
Электрод представляет из себя стальной стержень, покрытый слоем обмазки. Стержень является и проводником для сварочного тока, и присадочным материалом. Обмазка при воздействии высоких температур создает защитный слой шлаков и газа, предохраняющий сварной шов от мгновенного окисления кислородом и азотом воздуха.

Очень важно — правильно подобрать электроды
Случаются ситуации, когда и оборудование хорошее, и все вроде делается по правилам, но сварной шов не получается. Возможно, причина кроется в неправильной подборке электродов. Увы, но многие начинающие мастера подбирают их, ориентируясь лишь на толщину сечения стержня, выпуская из виду остальные характеристики. А между тем , классификация электродов достаточно сложна и многообразна. Конечно, можно получить консультацию при покупке, если конечно сам продавец в этом понимает. Но можно попытаться разобраться с некоторыми вопросами и самостоятельно.
Для примера – электрод Э42 A-У OHИ -13/45— 3,0-УД (ГOСТ 9966— 75) или E-432(5) – Б 1 0 (ГOСТ 9967— 75). О чем могут рассказать цифры и буквы?
- Э42 A– специальное обозначение, говорящее о механических и прочностных качествах создаваемого шва. Характеристика, больше требующаяся для инженерных расчетов .
- УOHИ -13/45 – здесь зашифрована марка изделия. которая присвоена ему производителем.
- 3,0 – диаметр металлического стержня – 3 мм.
- Буква «У» говорит о том, что он предназначен для сварки углеродистых или низколегированных сталей – то, что чаще всего требуется в домашних условиях. Можно встретить обозначения «Л», «Т», «В» — это электроды для легированных и ин струментальных сталей различного типа, а «Н» — для создания наплавочного слоя на поверхности металла.
- Буква «Д» в данном примере говорит о толстой обмазке. Тонкий слой будет обозначен «М» , средний – «С» и очень толстый – «Г». Предпочтение следует отдать толстой обмазке.
По следующему ГОСТУ расшифровка такова:
- E-432(5) – информация для специалистов о физико-химических свойствах наплавляемой присадки.
«Б» — это классификация обмазочного покрытия. В приведенном примере – основное. Кроме того можно встретить такие обозначения:
— «А» — покрытие кислого типа , подходит и для постоянки , и для переменки, для любых типов швов, но дает сильное разбрызгивание.
— «Б» — основное, применяется для сварки мощных толстых деталей с использованием обратной полярности.
— «Р» — рутиловая обмазка – одна из самых распространённых, отлично подойдет для начинающего сварщика и для работ в домашних условиях.
— «Ц» — обмазка с целлюлозной составляющей. Очень удобна при работах большого масштаба, но требует особой квалификации сварщика, так как не терпит перегрева.
— «РЦ », «РЦЖ » — комбинированный тип. Буква «Ж», помимо этого, говорит о включении в состав железного порошка. В основном используется квалифицированными специалистами для особого вида работ.
- Следующая цифра говорит о пространственном расположении швов, которые можно исполнять данным электродом.
— «1» — универсальные;
— «2» — все, кроме вертикальных сверху-вниз ;
— «3» — недопустимы «потолок» и вертикаль, так же, как в п.2;
— «4» — электрод может выполнять исключительно нижние швы.
- Последняя цифра маркировки – индекс, говорящий о параметрах требуемого сварочного тока. Данные сведены в специальную таблицу, учитывающие и тип тока, и величину напряжения холостого хода аппарата, и нужную полярность. Чтобы не углубляться в подробности – только несколько слов о том, что необходимо учитывать. Всего градаций десять, от «0» до «9» . Для переменного тока могут применяться любые, кроме «0» . При «постоянке » полярность подключения не будет иметь значения для индексов «1», «4», «7» . Электроды «2», «5» и «8» — исключительно для прямой полярности, а «0», «3», «6» , и «9» — только для обратной.
Диаметр электродов подбирается в зависимости от толщины свариваемых деталей. Упрощенно можно ориентироваться на следующие параметры:
— Для заготовок толщиной до 2 мм — Ø 1.5 ÷ 2.5 мм;
— 3 мм – Ø 3.0;
— 4 ÷ 5 мм – Ø 3.0 ÷ 4.0;
— 6 ÷ 12 мм – Ø 4.0 ÷ 5.0;
— свыше 12 мм – Ø 5.0.
Видео: классификация электродов для ручной дуговой сварки
Подготовка рабочего места
Чтобы приступить к практическим занятиям, необходимо подготовить себе рабочее место:
- Работать лучше всего на свежем воздухе и открытом пространстве – исключается вероятность возгорания конструкций здания, меньше воздействие токсичных испарений.
- Около рабочего места не должно быть никаких легковоспламеняющихся материалов или жидкостей.
- На случай возгорания следует приготовить средства пожаротушения – воду, трудновоспламеняемую накидку из плотной ткани, песок. При этом применять для тушения пламени воду можно только при полном обесточивании аппарата.

Оптимальное решение — металлический сварочный верстак
- Работать лучше всего на металлическом верстаке. Следует продумать вопрос фиксации заготовок (тиски, струбцины и т.п .)
- Удлинитель должен иметь сечение кабеля, отвечающее пиковой потребляемой мощности сварочного аппарата.
- Перед началом работы необходимо предусмотреть меры, чтобы исключить появление посторонних людей, а в особенности – детей.
Первые практические шаги
Если все готово, можно переходить к практическим действиям. Для начала лучше всего приготовить лист металла, зачищенный от грязи и ржавчины – первые шаги лучше отрабатывать на нем , не торопясь сразу сваривать какие-либо детали.

К заготовке присоединяется зажим массы. Очень важен хороший контакт в месте соединения – его следует зачистить металлической щеткой
Начинать обучение лучше всего с электродами Ø 3 мм – с ними легче «набить руку». Величина сварочного тока в этом случае будет порядка 80 – 100 А. электрод вставляется в держатель, проверяется надежность его крепления.
- Первым «упражнением» будет зажигание и удержание сварочной дуги. Для этого, после включения аппарата и опускания маски, нужно либо чиркнуть электродом по по верхности металла, либо несколько раз постучать по одному месту. Обязательно должна появиться искра, и теперь самое важное – удержать горящую дугу. Для этого необходимо строго выдерживать зазор между электродом и поверхностью металла. Положение электрода – примерно 30 º от перпендикуляра к поверхности.
Нормальным зазором считается такой, которые примерно равен толщине стержня электрода – это называется короткой дугой. При инверторной сварке с использованием качественных и сухих электродов обычно со стабильностью дуги проблем не возникает. При увеличении зазора до 4 – 5 мм получается длинная дуга, которая уже качественного шва не даст. Чрезмерное приближение электрода к поверхности может окончиться его залипанием . В этом случае следует сразу же качнуть держатель в сторону, пока не начался перегрев стержня.
При поддерживании дуги следует помнить, что электрод постоянно выгорает, и нужно корректировать его положение относительно поверхности металла.
- Теперь нужно четко разобраться со структурой расплавляемого металла в области дуги. В начале нагрева появляется красное жидкое пятно – это еще не металл , а расплавившаяся обмазка электрода, которая создала защитный слой. Через 2— 3 секунды в центре этого пятна появится ярко-оранжевая или даже беловатая капля с легким дрожанием или рябью на своей поверхности – это и есть сварочная ванна, область расплавленного металла. Важно научиться четко различать жидкий шлак и саму ванну – от этого будет зависеть и качество накладываемого шва.
- Как только ванна сформировалась, начинаем пробовать осуществить ее перемещение, плавно перемещая электрод, не меняя при этом зазора. Капля металла всегда перемещается в область повышенной температуры, поэтому и ванна будет стремиться за дугой. Со своей стороны, давление дуги несколько отталкивает ванну в противоположном направлении. Поработав практически и поняв этот принцип, можно попробовать сформировать валик наплавленного металла на поверхности листа.
- Для некоторого усложнения задачи лучше всего наметить на поверхности металла линию, которую выдерживать при создании сварного валика. Электрод будет перемещаться вдоль линии с небольшими колебательными движениями в стороны – так как показано на схеме.

После наложения этого «шва» необходимо дать ему остыть, а затем сколоть слой шлака, чтобы визуально оценить качество. Возможно, потребуются корректировки силы тока. Это, например, будет заметно по непроваренным участкам – ток явно недостаточен. Повышенное значение может привести к прожигу листа. Все это определяется только экспериментальным путем , какие-либо четкие рекомендации давать сложно.

Первое упражнение — создание ровных валиков
Не допускается пористости швов, включения в металлическую структуру частиц шлака – это соединение не отличается прочностью.
В ходе практики можно будет определиться какое направление сварки будет наиболее удобным – на себя или от себя, протягивая ванну за электродом или наоборот , толкая ее вперед . Многие мастера советуют все же проводить сварку если ровные и качественные валики начали получаться, можно переходить к следующему этапу – свариванию двух заготовок.

- Сварные швы по пространственному положению бывают нижними, на вертикальной плоскости (горизонтальные или вертикальные) и потолочными. Начинать, конечно, нужно с нижних – умение выполнять остальные придет далеко не сразу, по мере накопления опыта.

- По расположению сопрягаемых деталей швы подразделяют на стыковые, угловые, тавровые и нахлесточные . Каждый из них имеет свои особенности наложения, движения электрода, разделки и выставления заготовок.
- Сварку двух деталей начинают с прихваток, которые обеспечат стабильное положение деталей при наложении основного шва. Обычно для прихватки ток вставляют на 20— 30% больше, работая при этом на короткой дуге. При этом прихватки не должны быть ближе 10 мм от края заготовок или вблизи от от верстий. После наложения прихваток есть возможность проконтролировать правильность положения деталей и внести необходимые корректировки.

- Вначале следует научиться накладывать однослойные швы на тонких, 3— 4 мм заготовках. Более сложные варианты, с корневой проваркой и заполнением, могут быть освоены, года с простейшими приемами будут достигнуты устойчивые навыки.

Не следует пугаться вот таких первых неудач — опыт обязательно придет
Одним словом, все остальное будет зависеть только от старания и регулярных практических тренировок начинающего сварщика. Хорошо, если будет возможность обратиться к специалисту, чтобы он смог оценить получаемые результаты. Если нет – можно сравнить итоги своей работы с демонстрируемыми в интернете видеороликами с мастер-классами по дуговой сварке. Опыт, твердость руки, умение правильно выбирать параметры и уверенность в своих силах обязательно придут.
Видео: мастер-класс по ручной дуговой сварке
Владение техникой получения прочного сварного шва – отличный навык, приносящий настоящему хозяину немало пользы. Хорошо изученный процесс может настолько увлечь, что после изготовления простенького каркаса для теплицы, печки для гаража или бака на дачу захочется создать нечто сложное и оригинальное типа ажурной изгороди, скамейки, мангала. Но перед реализацией планов необходимо выяснить все вопросы о том, как научиться варить электросваркой, ознакомиться с информацией и учебным видео. Освоив азы, можно смело приступать к созданию уникальных шедевров из металла.
С прочностью сварных швов вряд ли смогут состязаться другие виды соединения деталей из металла, если состыковка их должна быть неразъемной. Нагрев металлических сплавов электрической дугой вызывает пластическую деформацию материалов. В результате взаимного проникновения частиц электрода и соединяемых элементов формируются сверхпрочные межмолекулярные связи.

Электросварка залог прочности соединения деталей из металла
Внедрение прогрессивных технологий позволяет сейчас выполнять сварку с применением лазерного и электронного излучения, металлы сваривают ультразвуком и газовым пламенем. Чаще всего источником энергии служит электрическая дуга, создаваемая инвертором или сварочным аппаратом. С простейших и наиболее распространенных способов сварки и стоит начать обучение.

Подготовка к практическим занятиям
Навыками сварщика овладевают в основном на практике. Потому необходимо знать, чем нужно запастись начинающему сварщику, получившему теоретические сведения и желающему применить знания.
Внимание. Сварка сопряжена с опасностью получения ожогов от брызг расплавленных металлов, с отравлением токсичными выделениями, с вероятностью поражений электротоком. Излучение может вызвать ожог роговицы глаз. Тщательно подготовьтесь без экономии на экипировке и оборудовании.

Работа сварщика сопряжена с угрозой травмирования, отравления газом, получением ожогов
Выбор правильного оборудования
Для практических занятий можно сделать сварочный агрегат собственноручно. Но если и в этом деле нет практики, желательно взять в аренду или купить сварочное оборудование с устройством плавной регулировки показателей силы тока, максимальные значения которого около 160 А. Научиться мастерству сварщика помогут:
- Сварочный трансформатор, осуществляющий преобразование переменного тока, поставляемого сетью, в переменный ток сварочного процесса. У простого в обслуживании, производительного, дешевого агрегата есть недостатки: он не обеспечивает высокую стабильность дуги, «просаживает» напряжение, отличается излишней тяжестью.
- Сварочный выпрямитель, действие которого основано на получение постоянного тока сварки за счет преобразования переменного тока сети. В отношении набора недостатков и достоинств агрегат аналогичен предыдущему варианту, но лучше поддерживает стабильность дуги, благодаря чему у сварочных швов повышается качество.
- Сварочный инвертор, поставляющий для сварки постоянный ток и напряжение, полученное в результате преобразования переменного тока. Это легкий компактный аппарат с плавной регулировкой параметров тока, быстродействующее и производительное оборудование с легким зажиганием.

Выбор сварочного оборудования должен производится исходя из нужд
Бывалые сварщики советуют купить инвертор. Он и места много не займет и в обучении лучше поможет. Посмотрите ролик о том, как подобрать аппарат, как подготовиться и как научиться варить электросваркой – видео поможет наглядно представить начало практического курса.
Чем различаются электроды?
Дуговая сварка выполняется с использованием плавящихся электродов. Их функция заключается в подведении тока ко шву. Основным компонентом автоматической или полуавтоматической сварки может служить порошковая проволока, механизированным способом поставляемая в зону плавления по мере использования. Однако большинство обучающих курсов рекомендуют начать с электродов, выпускаемых в виде твердых стержней со специальным плавящимся покрытием. С ними можно быстрее «набить» руку и получить навыки в формировании четких ровных наплавленных линий.

Сварочные электроды в виде металлических стержней — оптимальный выбор для начинающих
Оптимальными для начинающих признают электроды-стержни с диаметром 3 мм. Для работы с более «толстыми» электродами потребуется мощное оборудование. Стержни с сечением 2 мм используют для сварки деталей из тонколистового металла. Не стоит использовать старые, завалявшиеся у кого-то компоненты дуговой сварки, а если они к тому же отсырели, вообще толку не будет.
Экипировка сварщика – обеспечение безопасности
Будущему сварщику обязательно нужен защитный щиток или маска сварщика. Они оберегут глаза от ожогов, получаемых из-за воздействия яркого излучения, и кожу лица от раскаленных металлических брызг.

Для практических занятий потребуется защитный щиток или маска сварщика
Кожу рук тоже нужно защитить от попадания обжигающих брызг расплавленного металла. Нужны рабочие брезентовые рукавицы или замшевые перчатки (трикотажные и х/б не подойдут).
Костюм или халат со штанами должны быть из плотного материала, лучше всего из толстого брезента высокой плотности.
Важно. Рядом с местом работы нужно поставить наполненное водой ведро, запастись старым плотным пледом для возможности погасить возгорание от случайной искры.
Для практических занятий предпочтительно, но необязательно расположиться на улице. Все возгораемые предметы в районе работ и вероятной досягаемости искры нужно убрать.
Первые шаги будущего хорошего сварщика
Первоначально каждый из обучающихся мастерству делает на ненужных кусках металла валики, просто расплавляя материал без создания соединительных швов. Поверхность нужно очистить от ржавчины и загрязнений.

Начало практических занятий: как сделать валики
- Электрод вставляется в держатель сварочного аппарата.
- Инициировать поставку тока в зону плавления можно, чиркая по металлу концом стержня, словно спичкой, или касаясь заготовки постукивающими движениями.
- После создания электрической дуги электрод нужно направить на заготовку. Зазор между электродугой и металлом должен быть постоянным, не меньше 3х, но не больше 5-ти мм.
Обратите внимание. От умения поддерживать постоянный зазор зависит качество будущего шва. При изменении расстояния дуга прервется, шов получится с дефектами.
- Стержень держат под углом к плоскости заготовки. Удобным считается наклон в 70º, причем электрод может быть наклонен вперед или назад, как удобней исполнителю. В будущем размер наклона можно поменять в зависимости от предпочтений сварщика и от специфики выполняемой операции.

На данном этапе практических занятий необходимо научиться подбирать силу тока для его стабильной подачи. При недостатке тока дуга будет гаснуть, слишком мощный поток проплавит металл. Навыки выставления режима сварки можно получить только путем экспериментов.
Учимся делать сварные соединения
Убедившись в том, что валики выходят ровные и почти красивые, можно попрактиковаться в выполнении соединительных швов. Это уже действия для уверенной руки почти опытного практиканта, знающего, как правильно научиться варить электросваркой, и реализующего полученные сведения.

Второй шаг обучения: выполнение имитации сварного шва на заготовке
Все первоначальные действия по зажиганию электрода аналогичны описанным выше процессам. Только рука сварщика, соединяющего детали, движется не по прямой, а совершает колебательные движения, как-бы перераспределяя расплавленный металл одной детали на соседний элемент и наоборот. Траектория движения может быть зигзагообразной, петлевидной, напоминать череду елочек или серпов.

Несколько типов швов, выполняемых дуговой электрической сваркой
Потренироваться нужно снова на куске ненужного металла, прочертив на ней мелом линию, заметную через затемняющее стекло маски. Вдоль нее и нужно прокладывать своеобразный шов, вычерчивая сплошную неширокую полосу по одной из вышеуказанных траекторий.
От остывшего шва молоточком нужно отбить шлак, после чего перед взором предстанет произведение сварщика.

Шлак с остывшего шва нужно сбить небольшим молотком
После получения первых навыков можно приступить к производству соединительных швов. Они бывают тавровые, стыковые, угловые, внахлест, выполняются по горизонтали или по вертикали снизу вверх и в противоположном направлении. Чтобы рука двигалась уверенно, нужно немало потренироваться и лишь затем приступать к изготовлению полезных красивых самоделок.

Типы сварных соединений и их внешний вид
Видео руководство для начинающих
Навыки работы со сварочным аппаратом помогут сделать массу полезных металлических конструкций для дачи, гаража, бани, хранилища. Наверняка после первых шагов захочется сделать что-нибудь потрясающее. Только чтобы овладеть всеми нюансами мастерства, нужно немало потрудиться для получения сноровки. Ну и, конечно, для более сложных приемов сварки потребуется более углубленная информация типа профессиональных пособий с описанием сложных процессов и перечнем технических регламентов.
Хороший обобщающий материал способен сэкономить начинающему сварщику много времени, поможет обойтись без специальных курсов. Научиться правильно варить сваркой не сложно, для этого потребуется знание теории и некоторое количество практики.
Без знания теории овладеть сваркой невозможно, так как:
- Качественного шва не получится.
- Можно получить повреждения или травмировать других людей.
- Можно вывести оборудование из строя.
Электросварка - соединение металлических деталей сплавлением электрической дугой. Электрический ток, пропущенный через зазор между электродом и металлом, вызывает огромную температуру, расплавляет кромки, переносит металл из электрода в шов. Получается, что две металлические поверхности соединены монолитно.
Электросварка популярна. Небольшой по габаритам аппарат способен герметично соединить детали в любых пространственных положениях, сварка идет быстро и управляемо. При работе следует помнить о рисках для здоровья:
- Травма глаз. Сварочная дуга излучает световую энергию, которая может обжечь роговицу глаза, отпечататься на сетчатке. Ощущение песка под веками, сложно моргнуть, припухлости - эти симптомы проходят довольно долго. Защитить глаза поможет маска со специальным стеклом, перед зажжением дуги предупреждайте окружающих возгласом: «Глаза!»
- Поражение электрическим током. Электрическая дуга - пропуск электрического тока через зазор между электродом и металлом. Чем больше сила тока, тем ярче дуга. Но если этот ток пройдет через тело человека, он умрет. Чтобы избежать поражения электрическим током, нужно:
- Следить за целостностью оплетки кабелей, изоляцией держака.
- Использовать качественные изолированные держаки, не хватать голыми руками держак за оголенные части.
- При постоянной работе обувать спецобувь с прорезиненной подошвой.
- Ожоги кожи. Ультрафиолет дуги и летящая во все стороны окалина травмируют кожу. Чтобы избежать проблем, используйте защитные перчатки - краги. Одеваться стоит только в хлопчатобумажную или специально пропитанную одежду - сварочную робу, джинсы. Для защиты рук применяются хлопчатобумажные рукавицы или сварочные краги. При сварке оголенных участков кожи быть не должно.
- Отравление газами. Все работы должны проводиться в проветриваемом помещении, под вытяжкой или на свежем воздухе. Полезным будет применение фильтрующих полумасок или респираторов.
Виды электросварки
Выделяют несколько основных направлений:
- MMA. Сварка электродом в защитной обмазке. Универсальная технология, позволяющая получить отличный шов в любых пространственных положениях. Используются простые аппараты преобразования переменного тока в постоянный, трансформаторного или инверторного типа. Сила тока зависит от толщины сплавляемого металла и используемого электрода, колеблется от 30 до 200 Ампер. Электрод - пруток металла, покрытый обмазкой. При сварке обмазка расплавляется и защищает расплав от воздуха.
- MIG. Сварка в среде защитного газа. В качестве электрода используется проволока, подаваемая в сварочную ванну с постоянной скоростью. В зону сварки через шланг подается углекислый газ или смесь газов. Они вытесняют кислород и защищают сварочный шов. Преимущества такого вида сварки - отсутствие шлака, высокое качество шва, возможность варить тонкий металл.
- TIG. Сварка цветных металлов в среде защитного газа при помощи неплавящегося электрода. Широко применяется для соединения цветных металлов и сплавов.
Есть несколько видов различных технологий, применяемых в автомобилестроении или судостроении. Они требуют особой квалификации сварщика. Навыки наплавления или ручной подачи проволоки в сварочную ванну специфичны и доступны сварщикам высших разрядов.
Технология сварочных работ
Сварочные работы - соединение металлических деталей расплавлением кромок и добавлением присадочного металла. В итоге образуется сварочный шов, кромки прочно соединены.
Признаки качественного шва:
- Провар. Металл сварочного шва должен проникнуть на всю толщину. В процессе сварки равномерно расплавляются кромки, если расплавлять одну сторону, валик получится неравномерным.
- Однородность. Стык должен состоять из сплошного металла, без включения шлака или раковин. Пропуски и непроплавы не допускаются.
- Прочность. После остывания шва могут образовываться микротрещины.
- Отсутствие подрезов. Слишком сильная дуга «подрезает» края деталей, ослабляя их.
- Выпуклая равномерная форма. Браком считается как излишне толстый валик, так и вогнутый. Это свидетельствует о неправильно выбранной силе тока.
Шов должен быть однородным, без излишних «чешуек», наплывов, изгибов. Ширина шва определяется из толщины свариваемых деталей. Слишком узкий окажется непрочным, широкий - ослабит изделие.
Перед соединением деталей нужно:
- Определить вид соединения - встык, внахлест, угловое, тавровое соединения.
- Определить пространственное положение - вертикальное, горизонтальное, потолочное.
- Оценить толщину свариваемых деталей.
- Выбрать электрод. Толщина зависит от глубины шва.
- Определить силу тока. На пачках приводятся примерные рекомендуемые таблицы, но ориентироваться стоит на личные ощущения. Силу тока лучше выбирать максимально возможную, но не прожигать металл. Сила тока на потолочных соединениях ниже, чем на горизонтальных.
- Подготавливаем детали - на толстых делаем фаску, выставляем зазор прихватками. Очищаем детали от ржавчины и краски.
Учимся варить электросваркой
Подготовив детали к свариванию, выставив примерно силу тока и надев спецодежду, можно готовиться к проведению непосредственно сварки.
Подключаем аппарат.
- Подключаем провода к сварочному аппарату. Обычно пользуются «обратным» подключением - минус (масса) присоединяется к свариваемой поверхности, плюс - к держаку. Прямое подключение используется при рекомендациях производителей электродов.
- Проверяем держак. Он может быть самодельным или заводского изготовления. Главные требования - прочность фиксации электрода, возможность быстрой замены, отсутствие частей под напряжением, теплоизолированность рукояти. Плохой контакт держака и кабеля вызывает повышенное сопротивление и нагрев, отгорание изоляции.
- Подключаем массу. Простейший способ - приварить ее к металлу, но лучше использовать зажимные клещи или магнитную массу.
- В зависимости от пространственного положения, важно выбрать угол подключения электрода к держаку. Обычно электрод должен быть направлен под углом 45 градусов к свариваемой детали. От наклона электрода зависит глубина проплавления и высота валика шва.
Выбираем электроды
Есть технология самостоятельного изготовления: проволока окунается в жидкое стекло и обваливается в песке с добавлением присадок - буры, соды, солей. Сегодня в продаже есть различные виды электродов.
Разделяют электроды:
- С основным покрытием. Они тяжело поджигаются, но дают мало шлака. Их легко контролировать, качество шва высокое. Требуют хорошей подготовки сварщика.
- С рутиловым или кислотным покрытием. Дают больше шлака, требуют навыков. Легко поджигаются, шов лучше защищен. Плюс этого покрытия - меньшее образование газов при сварке, что хорошо сказывается на здоровье. При учебе лучше использовать именно этот вид.
Диаметр выбирается, исходя из толщины свариваемых деталей. Чем толще шов, тем выше сила тока, тем толще электрод. Оптимально применять, к примеру, электрод диаметром 3 миллиметра для сварки металла, толщиной 2 - 4 мм.
Зажигаем дугу
Начинающие сварщики сталкиваются со сложностью в начале. Зажечь дугу правильно можно несколькими способами:
- Чиркание. Простой способ, движение напоминает поджигание спички. Возникшая дуга удерживается и переводится в начало шва. Минус способа - наплывы и брызги металла вне дуги.
- Удар. На кончике электрода образуется пленка из шлака, дуга разгореться не может. Чтобы сбить шлак, нужно несколько раз легко стукнуть по поверхности. Возникшая искра дуги удерживается и переводится в начало шва. При этом методе электрод часто «залипает» - приваривается. Отрывать бесполезно, нужно его «выламывать» покачивающими движениями.
Зажженная дуга образует сварочную ванну. При начале сварки делаем небольшое круговое движение - размешиваем ванну.
Чтобы следов от зажигания дуги на детали не осталось, пользуемся следующими лайфхаками:
- Чиркаем по шву, зажигаем дугу и переводим ее в начало шва. Движения не выходят за пределы шва, а следы поджига дуги завариваются.
- Используем стартовую пластину. Поджигать электрод и начинать сварку можно на куске металла, пристыкованном к началу шва. После стартовая пластина отламывается или срезается.

Выбираем силу тока
Чтобы получить управляемую сварочную ванну, нужно правильно определить силу тока. Она зависит от:
- Соотношения диаметра электрода к толщине свариваемого металла.
- Пространственного положения.
- Скорости движений сварщика.
Перед началом работы проваривается тренировочный шов. Правильно выбранная сила тока определяется по характеру ванны.
Опытные сварщики ставят максимальные значения - это помогает варить быстрее.
Горизонтальные швы варятся при высокой силе тока, на вертикальных швах сила тока уменьшается на 10 - 15 %, потолочные швы требуют снижения на 20 - 30 % относительно горизонтальных.
Держим электрод правильно
На качество шва большое влияние оказывает длина дуги, траектория движения, скорость сварки и угол ведения электрода.
Движения электрода
- Возвратно-поступательные движения вдоль шва. Дают узкий шов с хорошим прогревом. Можно применять при соединении тонких деталей с небольшим зазором.
- Поперечные колебательные. У каждого сварщика есть свои «фирменные» предпочтения и привычки - кто-то ведет полумесяцем, кто-то «восьмеркой», Z-образное, многовитковое колебание. Применяется, если нужно получить широкий шов, при большом зазоре или заварке фасок. Правило - чем толще деталь, тем дольше нужно задерживаться на ее краях, чтобы хорошо прогреть.

Длина дуги
Частая ошибка начинающих сварщиков - несоблюдение длины дуги. «Короткая» дуга не прогреет металл, шов может получиться пористым и неравномерным. «Длинная дуга» перегреет металл, но разбрызгает металл на поверхности. Стык не получится, будет извилистым, неконтролируемым, с вкраплениями шлака и брызгами вокруг шва. Оптимально держать длину дуги 2-3 мм.

Скорость ведения сварки
Если варить слишком медленно, есть риск перегрева металла, прожига. Шов получится полукруглым, выпуклым.
Быстрое движение электрода приведет к непровару, прерывистому шву. Шов получится узкий, с включениями шлака и раковинами.
Положение электрода
Если держать перпендикулярно, будет излишний прогрев детали, что может привести к прожогу.
Малый угол наклона приведет к образованию раковин, контролировать при этом шов сложнее.
Лучше всего держать под углом 45 градусов.
Электрод не должен «толкать» шов, а «тащить» его. Это обеспечивает оптимальный прогрев, равномерность шва, контролируемость сварной ванны.

Варим правильно
Сваривание металла имеет много особенностей и сложностей. Главное при ведении шва - не прожигать металл, при этом проплавлять кромки.
Тонкий металл, корень шва деталей с зазором можно сваривать методом «в отрыв». Зажигается дуга, образуется сварочная ванна. Электрод резко поднимается, дуга гаснет, ванна начинает остывать и снова зажигается дуга в конце нее.
Сварка толстого металла, наплавка тела шва производится без отрыва. Зажигается дуга, сварочная ванна постепенно ведется вдоль шва. При необходимости совершаются колебательные движения.
Если электрод закончился, очищаем шлак. В месте завершения ванны образуется впадина - кратер. Новая дуга размешивается в кратере предыдущей, и сварка идет дальше.

Дефектуем шов
После проведения сварки, шов обязательно очищается от шлака. Если сварка проведена хорошо, шлак отделяется одним ударом, легко. Плохой шов долго чистится, шлак хорошо держится за поры.
На какие дефекты нужно обратить внимание:
- Сплавление кромок. Оба края должны быть равномерно сплавлены.
- Подрезы. Края деталей при высокой силе тока расплавляются, получаются впадины. Это ослабляет металл.
- Раковины и шлаковые включения.
- Высота и ширина валика.
- Чешуйчатость валика.
Заключение
Чтобы научиться хорошо сваривать металл, нужно знать теорию и много практиковаться. Хорошо, если есть человек, способный указать начинающему сварщику на недочеты и способы их устранения. Это сформирует у сварщика правильные привычки, и швы будут всегда ровными, качественными. Немаловажным фактором является отношение сварщика к своему делу, желание получить более качественный шов, желание любоваться «маленьким солнцем» на кончике электрода.
Очумелый Строитель.ru представляет вам подробнейшее описание сварки инвертором. Инвертор представляет собой сварочный аппарат, которым можно соединить металлические листы под воздействием электрического разряда. Сварочные инверторы стали настоящим скачком в области сварочных аппаратов, так как старые трансформаторы являются достаточно тяжелыми и сложными в применении. Инвертор доступен для работы любому, достаточно знать некоторые принципы осуществления с его помощью сварочного процесса. Большое преимущество в том, что при сварке инвертором наблюдается меньшее разбрызгивание, чем при сварке от трансформатора.

Отличительной особенностью инвертора является, прежде всего, его малый вес и максимальные возможности, с помощью которых ему доступны такие работы, которые ранее выполнялись сложными и тяжелыми агрегатами. Электроэнергия, потребляемая этим небольшим аппаратом, направляется исключительно на работу дуги, с помощью которой и осуществляется непосредственный сварочный процесс.
Оборудование малочувствительно к перепадам напряжения в электросети, которые наблюдаются в сельской местности. Если у вас в частном доме наблюдают перепады, при покупке обратите внимание на рекомендуемое напряжение в паспорте инвертора. Некоторые источники позволяют выполнять сварку электродом d =3 мм даже при 185 В напряжения в сети.
Мнение сварщиков-профессионалов однозначное: с помощью инвертора легче держать сварочную дугу и получить красивый качественный шов.
Перед началом сварки инвертором или азы электросварки
Инверторные сварочные аппараты очень экономичны и максимально удобны в эксплуатации, что очень важно особенно для тех, кого интересует сварка инвертором для начинающих. Какие основы сварки инвертором, техника работы с ним важна для начинающего? В первую очередь стоит отметить принцип работы инвертора. Поскольку инвертор – это электронный сварочный аппарат, то основная нагрузка работы с ним ложится на электрическую сеть. По сравнению со старыми сварочными аппаратами, включение в работу которых происходит сильный и максимальный толчок электроэнергии, вследствие которого происходят отключение электрической сети всего поселка, инвертор обладает накопительными конденсаторами, которые накапливают электроэнергию и обеспечивают, во-первых, бесперебойную работу электросети, а во-вторых, мягко разжигают электрическую дугу инвертора. В достаточно доступной форме уроки сварки инвертором можно освоить и самостоятельно. А если у вас возник вопрос, как научиться варить инверторной сваркой, то мы можем предоставить вам несколько полезных советов, на что в первую очередь стоит обратить внимание перед производством сварки. Очень важным моментом является и тот факт, что чем больше диаметр электродов, тем больше электроэнергии он потребляет. Поэтому если вы решили проверить свой инвертор в работе, стоит примерно рассчитать максимальное количество потребляемой электроэнергии аппаратом, чтобы не сжечь бытовую технику у соседей. Кроме того, для каждого диаметра электрода показана минимальная сила тока, то есть если попытаться уменьшить силу тока, то шов не получится. Если вы решили поэкспериментировать и повысить силу тока, то шов получится, однако электрод будет слишком быстро сгорать.
Инвертор: внешний осмотр оборудования
Продаваемый торговой сетью инвертор внешне напоминает ящик. Его вес зависит от мощности аппарата: 3 - 7 кг. Перенос оборудования выполняется с помощью ремня или ручки. Охлаждение выполняется через вентиляционные отверстия в корпусе.

На поверхность оборудования выведены следующие рукоятки и индикаторы управления:
включение и выключение аппарата выполняется тумблером,
величина тока и напряжения выставляется ручками на передней панели,
на панели имеются индикаторы, которые информируют о подаче питания и перегреве оборудования,
впереди на панели расположены выходы, помеченные надписями «+» и «-».
Дополнительно в комплект входит два кабеля. Один из них заканчивается держателем для электрода. На втором имеется зажим по форме напоминающий прищепку для закрепления на сваривания изделие. Подключение сварочного оборудования выполняется через разъем, которые находится на задней панели аппарата.
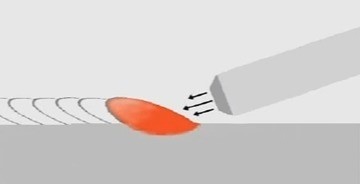
Азы электросварки
Для того чтобы разобраться, что происходит во время сварки, достаточно посмотреть на предложенную картинку.

Дуга образуется от контакта металлической части электрода и свариваемого металла. Под действием температуры дуги начинается плавиться как свариваемый металл, так и электрод. Расплавленная часть свариваемого металла и металлический стержень электрода в месте дуги образуют ванну. Обмазка электрода расплавляется. Часть ее превращается в газообразное состояние и закрывает ванну от кислорода.
Оставшаяся в жидком состоянии обмазка электрода находится сверху жидкого металла, защищает металла от кислорода воздуха в момент сварки и во время охлаждения.
После того, как сварка завершилась и металл охладился, жидкая часть обмазки превращается в шлак, который покрывает шов с наружной стороны. После полного остывания шлак легко удаляется при постукивании молотком.
Электрод во время сварки плавится. Для того чтобы дуга не гасла, необходимо выдержать постоянное расстояние между электродом и металлом, так называемую длину дуги. Это получается за счет подачи электрода в зону сварки с одинаковой скоростью. При этом стараться вести электрод ровно по стыку сварного шва.
Дополнительное видео по теме:
Урок по сварке инвертором для начинающих (пошаговая инструкция)
1. Для начала работы со сваркой нужно иметь защитные элементы, а именно:
- перчатки из грубой ткани (не резиновые);
- для защиты глаз обязательно приобретите сварочную маску с установленным защитным фильтром, который подбирается с учетом величины сварочного тока. Удобнее для сварки применять маску хамелеон. Используемый в ней фильтр распознает дугу и затемняется под ее параметры. Обратите внимание, при низких температурах фильтр не успевает вовремя сработать, при температуре ниже -100С маска хамелеон не обеспечивает защиту;
- грубая куртка и брюки из натурального плотного материала, который не возгорается от искр в процессе сварки. Одежда должна надежно закрывать шею, имеет длинные застегивающиеся рукава, защищающие руки;
закрытая кожаная обувь на толстой подошве.

2. Но одного аппарата для начала сварки недостаточно. Сварочные работы требуют наличия индивидуальных средств защиты и подготовительных мероприятий направленных на создание безопасных условий. Подготовка места заключается в следующем:
Обеспечьте на столе свободное пространство для выполнения сварки. Уберите все лишнее куда могут попасть брызги.
Обеспечьте качественное освещение места выполнения работ.
Сварочные работы выполняются стоя на деревянном настиле, защищающем от поражения электрическим током.
3. Настраиваем сварочный ток и выбираем электрод. Используем электроды для инверторной сварки от 2 до 5 мм. Выставляем сварочный ток в зависимости от толщины деталей и свариваемого материала. Обычно на корпусе инвертора указывается какова должна быть сила этого тока.
4. Если перед вами только что купленные в торговой сети электроды, вы уверены в их качестве, этот раздел можете пропустить. Приведенная информация поможет подготовить к работе электроды которые хранились в условиях неотапливаемого влажного помещения. Для того чтобы обеспечить качественное сварное соединение, их необходимо высушить в течение 2-3 часов при температуре 2000С. Для этой цели можно воспользоваться старым электрическим духовым шкафом.
Электроды выбирают строго ориентируясь на марку свариваемых материалов. Для обучения можно воспользоваться самыми распространенными: АНО или МР.
5.Подключаем клему массы к свариваемой поверхности (выделено красным).

6. Для того чтобы соединение сваркой получилось надежным и качественным, перед началом работы свариваемый металл необходимо подготовить:
- Полностью удалить ржавчину с кромок металлической щеткой.
- Обработайте кромки растворителем: бензином, уайт-спиритом.
- При подготовке обратите внимание на недопустимость наличия на кромках жира, лакокрасочных изделий.
7.Обучение лучше начинать с выполнения швов в виде валика на листе металла большой толщины. Первый шов выполняйте на металле, который положите на горизонтальную поверхность стола. Прочертите мелом на металле прямую линию, по ней будете прокладывать валик и ориентироваться в процессе работы.Процесс сварки начинается с поджога дуги. Имеется два способа для разжигания сварочной дуги:
- чирканье о металл, как при зажигании спички,
- постукиванием о поверхность металла.
Можно попробовать зажечь и удержать дугу обоими методами. Желательно при разжигании не оставлять следы вне зоны сварки. Дуга образуется от контакта электрода и металла. Сварщик отводит электрод на совсем небольшие расстояние, соответствующее длине дуги и начинает сварку.

8.Приступаем к сварке.
У нас получится сварочный шов. Окалину (накипь металла сверху шва) убираем постукиванием небольшим молоточком (либо другим твердым и увесистым предметом).

9. Вот, что приблизительно у нас должно получиться.

Смотрим видео:
Контроль дугового промежутка
Что такое дуговой промежуток или длина дуги? Это зазор, который образуется в процессе сварки между электродом и металлом. Основы сварочного дела гласят о том, что важным моментом есть постоянный контроль и поддержка одинаковой величины этого промежутка.
Короткая дуга

При короткой дуге, порядка 1 мм, металл разогревается на небольшую по ширине зону и шов получается выпуклый. В месте соединения металла и шва возможно появление такого дефекта как подрез. Это небольшая канавка возле шва и ему параллельная. Подрез уменьшает прочностные характеристики шва.
Длинная дуга

При длинной дуге трудно обеспечить ее стабильность. Дуга плохо защищена от воздуха атмосферы, менее прогревает металл и получается шов недостаточной глубины.
Нормальная дуга

Обеспечение постоянного зазора нормальной величины приведет к формированию нормального шва, имеющего хороший провар. Нормальная величина дуги составляет 2-3 мм.
Популярные ошибки начинающих при сварке:
Научившись управлять длиной дуги, можно обеспечить оптимальный результат. Дуга образует сварочную ванну, когда проходит через зазор, плавя основной металл и электрод. Она же обеспечивает перенос в ванну наплавляемого металла.
Как правильно сформировать сварочный шов и какие бывают дефекты
Как научиться варить сварочным аппаратом и избегать дефектов? При быстром движении электрода в процессе сварки образуется дефектный шов. Линия ванны расположена ниже, чем поверхность основного металла. Если дуга интенсивно и глубоко проникает в основной металл, она толкает ванну назад и образует шов. Поэтому в процессе сварки важно следить, чтобы шов был на уровне металла. Получение требуемого по глубине качественного шва обеспечивается умением сварщика. Помимо поступательного движения вдоль сварочной кромки он выполняет поперечные движения для обеспечения провара и получения требуемой ширины шва. Выбор, какие движения выполнять - личное дело сварщика. При толщине металла до 4 мм европейские стандарты советуют поперечные движения не выполнять.
Ванна следует за теплом – это необходимо помнить, меняя направление при сварочных работах.  Формирование подреза происходит, когда металла электрода недостаточно, чтобы полностью заполнить ванную при движении поперек. Чтобы не допустить образование такой боковой канавки (подреза) нужно контролировать наружные границы, тщательно следить за ванной и при необходимости делать ее тоньше.
Формирование подреза происходит, когда металла электрода недостаточно, чтобы полностью заполнить ванную при движении поперек. Чтобы не допустить образование такой боковой канавки (подреза) нужно контролировать наружные границы, тщательно следить за ванной и при необходимости делать ее тоньше.

Когда электрод слегка наклонен, вся сила направляется назад и шов приподымается (всплывает). 
Когда электрод в процессе сварки наклонен слишком сильно, сила прикладывается по направлению шва, что не дает нормально управлять ванной.
При необходимости получить плоский шов или сдвинуть ванну назад используют наклоны электрода под разным углом. Работа начинается с угла от 45° до 90°, так как такой угол позволяет наблюдать за ванной и нормально выполнять сварку.
Сварщик во время работы подает электрод в зону сварки с определенным наклоном. Различают сварку углом вперед и углом назад. Этот технологический прием позволяет регулировать параметры шва.

При сварке углом вперед получается шов меньший по глубине, но шире, что удобно для тонкого металла. Сварку толстого металла выполняют углом назад, при этом обеспечивается больший прогрев металла по глубине. При выполнении работ желательно выдерживать указанные на рисунке углы. Синей большой стрелкой показано направление сварки - движение сварного шва.
Дополнительное видео по теме:
Прямая и обратная полярность при сварке инвертором
Процесс расплавления металла во время сварки происходит под действием тепла дуги, которая образовалась между электродом и металлом в результате подключения металла и электрода к противоположным клеммам сварочного аппарата.
Существуют два варианта проведения сварочных работ, различающиеся порядком подключения, получившие название сварки на прямой и обратной полярности. При прямой полярности электрод подключается к минусу, а металл к плюсу, происходит сниженный ввод тепла в металл. Зона расплавления узкая, в тоже время глубокая.
При обратной полярности к плюсу подключен электрод, а металл к минусу, происходит сниженный ввод тепла в изделие. Зона расплавления достаточно широкая, но не глубокая. Можно наблюдать эффект катодной очистки свариваемой поверхности.
Какую полярность при сварке выбрать? Сварка выполняется как на прямой, так и на обратной полярности. При выборе учитывается тот факт, что больше нагревается элемент сети, подключенный к плюсу. Окрашенная на рисунке красным цветом область при сварке нагревается наиболее.
Выполняя сварку тонкого металла его боятся перегреть и прожечь. К изделию подключают минус и варят на обратной полярности. На прямой полярности варится толстый металл.
Влияние скорости подачи электрода
Скорость сварки и подачи электрода должна обеспечивать поступление достаточного количества расплавленного металла в зону сварки. Недостаток металла приводит к подрезу.
При быстром перемещении электрода вдоль шва, мощности дуги не хватает для прогрева металла, шов получается неглубокий, лежит сверху металла, не проплавив свариваемые кромки. При медленном продвижении электрода, наблюдается перегрев основного и электродного металла, возможно прожигание поверхности и деформация тонкого металла.
Влияние силы тока
Силу тока устанавливают на инверторе, согласно данным, приведенным в таблице. Как видите, данные предположительные.

Сила тока и скорость движения оказывают комплексное воздействие на сварной шов. Большой ток увеличивает глубину проплавления и позволяет увеличить скорость движения электрода. При оптимальном соответствии силы тока и скорости шов получается в меру выпуклый и красивый, обеспечивает требуемую глубину провара свариваемых кромок.
Сварочный процесс инвертором тонких металлических листов
 На что еще нужно обратить внимание перед проведением сварочного процесса? На полярность электронов. Это есть основы сварочного дела. При сварочном процессе постоянным током имеются отрицательный и положительный заряд источника. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь, нужно определиться какой заряд куда подключить, исходя из того, что если положительный заряд имеет материал, который нужно сварить, тогда он нагреваться будет больше. Если положительный заряд подсоединить к электроду, тогда он будет больше нагреваться и гореть. Типовой является обратная полярность при сварке инвертором, так как предполагается сваривание тонких металлических листов, а их легко прожечь. Поэтому если вас в первую очередь интересует сварка инвертором тонкого металла, стоит обратить особое внимание на установление обратной полярности инвертора, а также на нормальную силу тока. Электроды для инверторной сварки тонкого металла подключаются «плюсом» к дуге инвертора, а «минусом» к металлическому листу.
На что еще нужно обратить внимание перед проведением сварочного процесса? На полярность электронов. Это есть основы сварочного дела. При сварочном процессе постоянным током имеются отрицательный и положительный заряд источника. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь, нужно определиться какой заряд куда подключить, исходя из того, что если положительный заряд имеет материал, который нужно сварить, тогда он нагреваться будет больше. Если положительный заряд подсоединить к электроду, тогда он будет больше нагреваться и гореть. Типовой является обратная полярность при сварке инвертором, так как предполагается сваривание тонких металлических листов, а их легко прожечь. Поэтому если вас в первую очередь интересует сварка инвертором тонкого металла, стоит обратить особое внимание на установление обратной полярности инвертора, а также на нормальную силу тока. Электроды для инверторной сварки тонкого металла подключаются «плюсом» к дуге инвертора, а «минусом» к металлическому листу.
В условиях частного дома больше значение имеет именно сварка тонких деталей. Потому что малейшие ошибки могут привести к прожогу металла. Прежде чем приступить к работам с тонкими деталями постарайтесь освоить основные швы на металле большой толщины.
- Сварку выполняйте на минимальной рекомендованный величине силы тока.
- Шов выполняйте углом вперед.
- Сварку обязательно выполняйте на обратной полярности.
- Большая проблема при выполнении сварки тонкого металла - деформация детали. Для того чтобы ее уменьшить, закрепите детали во время сварки.
- При выполнении прихваток на длинных изделиях, более 0,5 м, прихватки начинайте ставить от середины изделия к краям.
Самым распространенным запросом в сети интернет для тех, кто хочет научиться работе инвертором, является «сварка инвертором для начинающих видео». Мы предоставляем на страницах своего сайта уникальное видео, на котором вы сможете посмотреть все принципы работы инвертором для начинающего.
А мы позволим себе еще несколько советов по обучению сварочному процессу инвертором:

Еще видео по теме:
Изучите видео, как правильно работать сварочным инвертором и, мы уверены, что для вас сварочный процесс не составит труда. Прежде чем посмотреть видео, внимательно прочитайте описание сварки, которое написано у нас в статье.
Видео-уроки по сварке инвертором:
И напоследок, как же грамотно выбрать сварочный инвертор?
Рекомендуем вам еще:
Комментарии:
Facebook (X )
ВКонтакте (0 )
Обычные (37 )
- Анатолий
Очень хорошая и полезная статья! Мне прям понравилось ее читать, спасибо за столь детальный разбор различных нюансов в сварном деле. Будем практиковаться!)
- Володимир
Пане Майстер. я лише починаю зварювати підкажіть я виставив рекомендовану напругу але шось воно занадто спалює електрод і полярність ніби нормальна ну шось воно не те може і мені шось порадете.
- Дмитрий
Сварщик Киев, сварочные работы по доступным ценам
Если нужна помощь пишите, тут в комментарии, всегда поможем) - Антон
большое спасибо!!!
- Валерий Анатольевич
Очень полезное видео для начинающих, полезная информация в целом и полезный сайт! Спасибо! Удачи в Вашей работе!
- Татьяна
Мне нужен мастер, который бы приварил металлический венец к окладу иконы. Металл- латунь.
- Соня
Спасибо, статья очень понравилась и комментарии тоже
- Александр (Прораб)
Дорогие друзья, за этот месяц эта статья была просмотрена 8272 раза, что есть высоким показателем. Пожалуйста, рекомендуйте статью своим друзьям в соц сетях, чтобы принести еще больше пользы начинающим сварщикам.
- Александр
подскажите пожалуйста по полярности. +на электрод подключать или на массу.а то везде по разному пишут.сварка перестала проваривать метал отдал в ремонт после ремонта немного проработала и опять такая-же проблема сообщил мастеру а он сказал что электрод надо на — подключать а + на массу а в инструкции наоборот написано + электрод, — масса.
- Дмитрий
Мужики, хочу сказать следующее, практика сварки металла у меня достаточная. Сегодня варю метал как из пластилина поделку леплю, легко могу электродом троечкой, в потолке, заварить дыру диаметром 40-100мм без заплатки ну и так далее, короче в удовольствие. Такое умение, а это произошло лет 18назад, получил, как только начал видеть и различать цвет металла во время нагрева дугой. Поэтому считаю самым важным умением во время горения дуги: 1. отличать шлак от металла. 2. видеть температуру нагрева металла по его цвету. Научитесь данным вещам и вы обалдеете как всё легко и просто.









